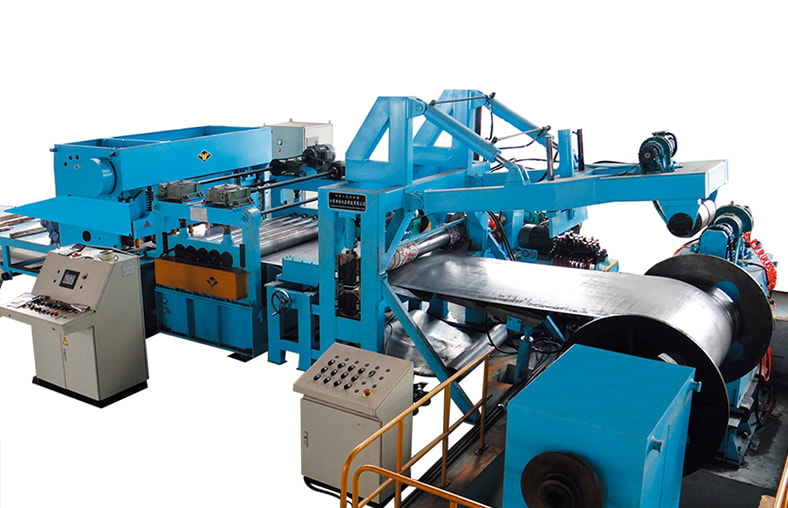
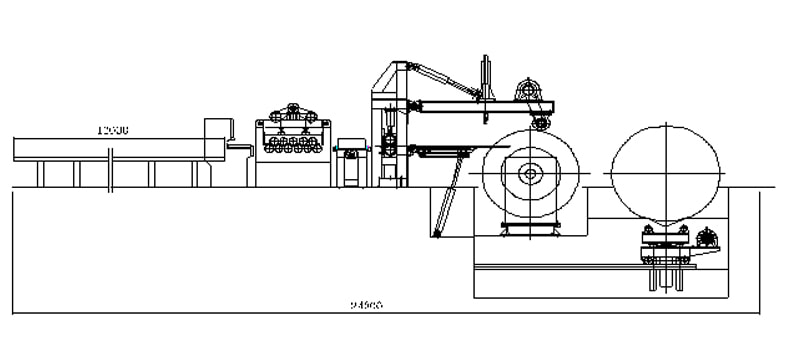
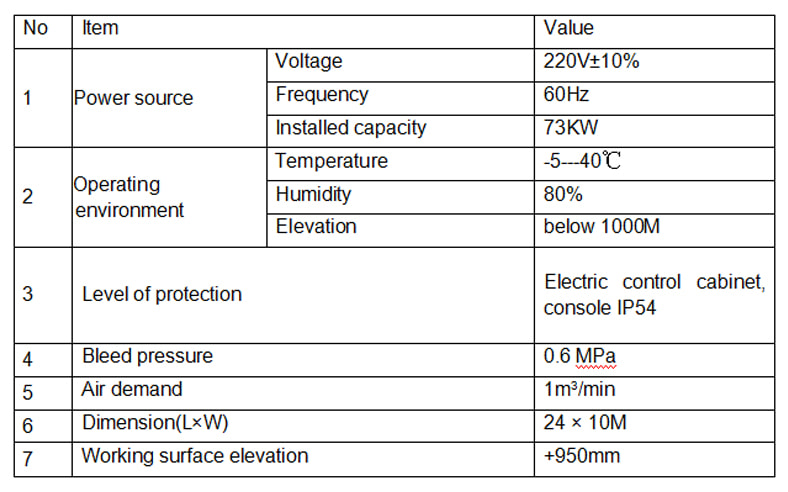
T44Q-8*1800Cut To Length Line Machine Overview
The device is automatic and used to decoil, flattening and cutting steel coil to certain dimension. After boards head feed into flattening machine, other actions are controlled automatic by the data of speed, cutting length, cutting number and so on, which is input from touch screen.
· Contacts:Ellen · Add:Longchuan industry park, Jiangdu district, Yangzhou city, Jiangsu province, China · Tel:+86-514-85183685 · Fax:+86-514-86535666 · Mobile telephone:+86-15205258588 · E-mail:[email protected]
 HOME > PRODUCTS > Cut To Length Line >
HOME > PRODUCTS > Cut To Length Line >